


歯車の製造工程Process


01材料取りのこ盤を使い、長いバー材を必要な寸法に輪切りにします。材質によって熱処理の仕方が行ってくるため、用途に応じた材料の選定も重要になります。

02旋削・調質・仕上旋削切り出した材料を、歯車に近い形に旋盤で加工し、鋼の材質を整えて強くする熱処理を行います。さらに研削代を残してほぼ歯車の形になるように削って仕上げます。

03歯切りいよいよ歯車の「歯」を削り出す工程です。ホブと呼ばれる刃物を回転させ、加工面を潤滑・冷却するための研削油を使用しながら少しずつ加工していきます。
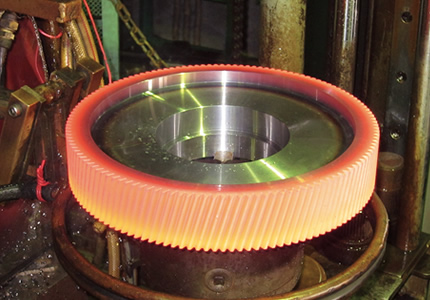
04焼入れ加工した歯車を高周波電流によって一定の温度まで誘導加熱し、水や油に入れて急冷します。焼入れを行うことで、歯車はより硬く、強くなります。

05歯車研削砥石を歯車の形に成型した後、歯車研削盤に砥石と歯車を噛み合わせるようにして取り付け、少しずつ研削しながら加工面の精度を高めていきます。

06歯車検査前項の歯車研削と並行して、設計上正しいインボリュート曲線(※)との差を測る歯型誤差や歯すじ誤差などが計測され、精度を確認しながら研削を行っていきます。
※インボリュート曲線「筒に巻き付けた糸を張りながらほどくとき,糸の一端が描く曲線」で、円の伸開線(involute of circle)とも呼ばれています。
歯車の歯の形に円の伸開線の一部を用いると、歯車の回転速度が一定になり、歯車の間のエネルギー伝導が最適になるとされています。
歯車の歯の形に円の伸開線の一部を用いると、歯車の回転速度が一定になり、歯車の間のエネルギー伝導が最適になるとされています。